In manufacturing, threading is the
process of creating a screw thread. More screw threads are produced each year
than any other machine element. There are many methods of generating threads,
including subtractive methods (many kinds of thread cutting and grinding, as
detailed below); deformative or transformative methods (rolling and forming;
molding and casting); additive methods (such as 3D printing); or combinations
thereof.
1. Casting:
In casting threads are formed by the geometry
of mould cavity in the mould or die. When material freezes in mould, it retains
the shape after mould is removed. Generally low melting point alloy threads are
made by this process; hence they are soft and not durable.
These type of cast threads are used in vending machines, sewing machine,
type writer parts, Plastic moulding is employed for plastics only. This
material may have threads cast in place, but most of the plastics are so easily
worked that tapping will be more economical.
Cast threads in metal parts may be finished by machining, but it
increases cost. Therefore, machining is not used in parts where extra precision
and accuracy is not needed in order to achieve lower cost.

Fig.1 Thread Manufacturing by Casting.
2. Rolling:
Rolling is the most economical and
fastest method of making threads. It is a cold working process whereby a
plastic deformation takes place. No metal is removed and no chips are produced.
Cold rolling strengthens the thread in tension, shear and fatigue because the
fibres are not severed as in other thread making methods, but are elongated and
reformed in continuous lines which increase the strength.
The tools used are generally
expensive, but die life is long and production of accurate threads can be
maintained at high speeds over a long period. Thread rolling can be
accomplished using either flat dies or circular dies.

Fig.2 Thread manufacturing by Rolling
The majority of external threads
produced are made by rolling. Such items as electric light bulb threads, wood
screws, machines and cap screws, gimlet pointed stamped screws, sheet metal
screws, hooks and eyes, as well as many parts are threaded and knurled by this
process.
Flat dies are used in conjunction
with special machines. The top and bottom dies are fixed over top and bottom
slides, which are driven in opposite directions by hydraulic cylinders. The
thread is formed complete within one pass of the blank between the dies. Each
die is grooved with the thread profile, the thread grooves being inclined as
the thread helix angle to avoid interference during rolling. The die length is
such that the blank rotates 4-5 times during one pass. Depending upon the
material properties, the rolling speeds are between 0.50 to 1.25 m/sec.
In the case of circular dies,
these are contained in a die head. Three numbers highly polished thread rolls
are mounted on large, friction free spindles. The thread grooves in the rolls
are not annular, but are true helical grooves.
3.
Chasing:
Thread chasing is the process of cutting a thread on a lathe with a
chasing tool which in effect comprises of several single point tools blanked
together in a single tool called a chaser. Fig shows a tangential type chaser
for cutting external thread and circular chaser to cut internal threads. This
is relatively slow method of making a thread.
Tight custom fits can be
made on a lathe, as well as multiple threads, threads on tapers, threads on
diameters not practical to thread with a die, threads that are not standard or
those which are so seldom cut that buying a tap or die would be impracticable,
or threads with a quick lead; all these are well suited for chasing.

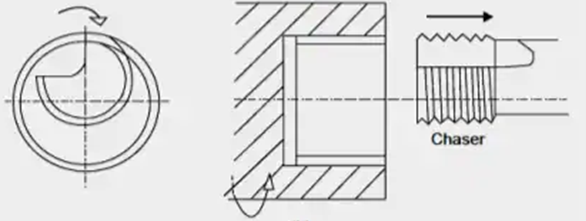
Fig.3 Thread manufacturing by Chasing.
This is only method of
producing square threads, as other methods develop interference on the helix.
When a work piece is to be machined in a lathe and also requires threads,
internal or external but concentric with the turning operation, it is more
economical to do the threading in the lathe either by chasing or with a tap or
die.
Chasing lends itself better to non-ferrous materials rather than
ferrous. Multi-start threads can be chased without any indexing of work piece.
Taper threads can be generated by chasing, if chasing attachment is used in
conjunction with taper attachment.
4.
Die-Cutting:
This method is the most widely
used method of producing external threads. Dies are relatively rapid producers
and thus are economical. The quality and accuracy of such thread is only
moderate but is acceptable for most mass-produced articles. For a small shop,
chasing may be less expensive than stocking a complete set of taps and dies.
Threading dies are of
two general types:
(i) Bottom or Round Split Dies and
(ii) Adjustable dies.
(i) Bottom or Round
Split Dies:
These are primarily intended for
hand use but may be used in machines also. These dies are round with a radial
cut closed by a screw which allows them to be adjusted within a narrow range
for a tight or loose fit. These are held and operated by means of a die stock.

Fig.4
Split-die
(ii) Adjustable Dies:
These consist of two pieces which
are held in a collet or mounted directly in a die stock. By a taper arrangement
these may be moved towards or away from the centre so as to provide various
degrees of fit. They are primarily intended for hand use.
5.
Self-Opening Die Heads:
Die boxes are used for high
production of external threads on capstan and turret lathes. Die heads contain
dies or chasers and each is suitable for a given range of sizes.
Three types of die
heads commonly used are:
(i) Radial dies, (ii)
Tangential dies, and (iii) Circular dies as shown in Fig

Fig.5 Die Heads
The dies open automatically when the required length of thread is cut.
When the turret slide movement is arrested by a stop, the front part of the
head continues to move forward by a small amount until the dies spring
outwards, away from the work under the action of a scroll or cam.
Provision is made for taking roughing or finishing cuts by moving a
detent pin to the appropriate position. Since the dies trip open after screwing
operation, the work spindle need not be reversed in order to screw the die head
off again. The dies can be closed by the operator after each screwing
operation, by pushing a handle which partially rotates the front portion of the
head.
Die heads for internal threads are collapsible taps. These withdraw or
collapse inwards when a hardened steel ring around the tap strikes the end face
of the work.
Threading dies are used for cutting or sizing
external screw threads in a single pass. Dies are most widely used for cutting
threads up to 52 mm in diameter.
A solid threading die is in effect a hardened nut with axial openings
forming cutting edges. Normally, dies have from 3 to 6 clearance holes for chip
disposal.

Fig.
6 Threading die
The die thickness is from 8 to 10 turns of the thread. The chamfer
covers from 2 to 3 turns of the thread. The angle 2 j = 40° to 60° is for
cutting through threads and 2j = 90° for cutting threads close to a shoulder.
In standard dies the rake angle is g = 15° to 20°. The relief angle, which is α
= 6° to 8°, is formed on the chamfered (cutting) section only.
6.
Taps:
Available in many types, these are
used for cutting internal threads. There are hand taps and machine taps,
straight shank and bent shank taps regular pipe taps and interrupted thread
pipe taps, solid taps and collapsible taps.
A tap may be compared with a screw
which has teeth formed on it by cutting flutes parallel to its axis, and then
has been hardened so that it will cut metals. Besides forming teeth, the flutes
act as channels to carry away the chips formed by the cutting action.
Hand taps are furnished in three
sets; taper, plug and bottoming. These three are identical in size, length and
vital measurements, differing only in chamfer at the bottom end. The taper tap
has about 10 threads chamfered at the end, the plug tap about 5 and the
bottoming tap only 1. The taper tap allows the tap to be started straight in
the hole easily so as to produce uniform and complete threads.
For threading purposes, these are
used in the order; taper, plug and bottoming. Bottoming tap is best suited when
blind holed threads are required. In cases where threads are to be made by using
only one tap, the plug tap is generally used. Standard taps of sizes 5/32″ to
1/2″ are furnished with four flutes and are used for iron and steel.
These do not provide sufficient
chip room for certain metals that are soft and staringly, such as copper in
which case two or three-fluted taps should be used. Serial hand taps are also
available and are similar to the above set except that each cut only a certain
percentage of the complete thread.
They are numbered 1, 2 and 3, and
are used in that order. These taps find particular use in cutting tough metals
because the load is shared by the three taps, making cutting easier and
producing a smoother thread.
Nut taps are made with straight
shanks (short or long) and bent shanks.
The thread length l of a tap is made up of a chamfer
l1 and a sizing section l2. The chamfer, or cutting
section, has 4 turns of the thread for roughing hand taps, and 1.5 to 2 for
finishing hand taps. Machine taps have from 5 to 6 turns of the thread on the
same section for cutting through holes, and 2 turns for cutting blind holes.
Nut taps come with chamfers having 11 to 12 turns of the thread.
The sizing section l2 of the tap
serves to finish and size the thread being cut and properly guide the tool in
the hole. This portion is slightly back tapered to reduce friction.
The shank l3 is a plain rod with the
square l4 for hand (and sometimes for machine) taps. The
profile of tap flutes has an effect on the cutting process and should
facilitate the removal of chips. Taps with three and five flutes have found
wide use.
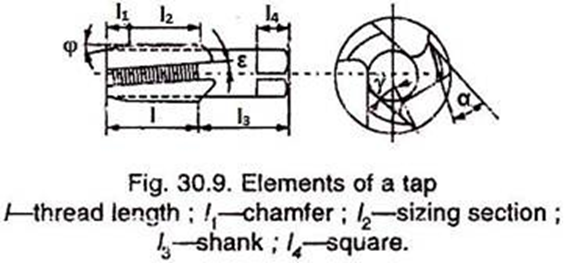
The rake angle in taps is g = 5°
to 10° for threading steels, g = 0° to 5° for cast irons, and g = 10° to 25°
for non- ferrous metals and alloys. The relief angle is α = 4° to 12°. Taps are
usually made with straight flutes, but for some applications resort is made to
taps with helical flutes having a helix angle of ε = 8° to 15°, which improves
conditions for chip removal.
7. Milling:
When threads are cut by milling,
the thread is formed by a revolving milling cutter shaped to conform to the
shape of thread desired. Either single or multiple cutters may be used. In the
case of single cutter, all the cutting edges lie in one plane. The multiple
cutters consist of several annular rows of cutting teeth.
A hob may be used for cutting
threads, in which case the teeth lie along a helix. The disadvantage of the hob
type cutter is that it must revolve with a fixed relation to the work, this is
not true of the cutter with annular teeth.
Milled threads may be external or
internal, the only limitation being the size of hole in which a cutter may be
inserted. The threads cut by this method are more accurate than those cut by a
die but not so accurate as those cut with a grinding wheel. A given cutter is
not limited to one size of thread, as in the case with taps and dies.
This method is desirable when the
pitch of the thread is too coarse to be cut with a die. This process is more
efficient than threading on a lathe, especially when the work piece is long or when
large number of stocks are to be removed. Parts such as lead screws are milled
because of the high accuracy and fast production and because the part can
usually be finished in one or two passes.
8. Grinding:
Internal or external threads can
be finish ground by means of a single or multiple edge grinding wheel. The
threads are cut as grinding wheel. A vitrified bond is generally used with a
fine grit of about 60. The process is carried on a special grinding machine
having a master lead screw and gears and means of holding the work.
The wheel rotates at 30 m/sec and
work is rotated slowly. In the case of hardening stock probably grinding is the
only means of forming threads. The accuracy of grinding exceeds that of any
other method and the finish is exceeded only by good thread rolling.
Pitch diameters can be ground to
an accuracy of ± 0.002 mm per 2.5 cm and accuracy of lead may be maintained
within 0.007 mm in 50 cm of thread length. Grinding eliminates tiny cracks due
to hardening and also tearing is always present to some extent in any material
removal method.
Distortions due to heat treatment
may be eliminated by grinding. Parts which would be distorted by milling
threads can be satisfactorily ground. The thread parts which demand high
accuracies and freedom from distortion, and stress cracks are usually made by
this method.

Two variations of
process are:
(i)
Pass over or traverse method and
(ii)
Plunge method.
In first method the wheel is
positioned at full thread depth and then the work is traversed past the wheel.
The work table traverse is controlled by a master lead-screw and change gears
are used to suit the thread pitch.
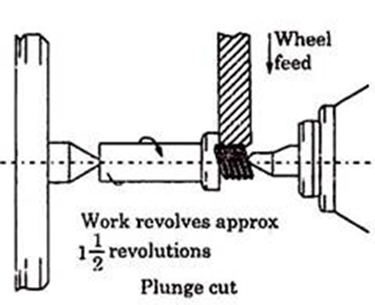
In the case of plunge cut thread grinding, the
wheel is plunged into work to full thread depth. The work piece then makes one
revolution and work traverses one pitch.

{kind=link}
{kind=link}
Comments
Post a Comment